Omdat de coördinaten voor parallelliteitsfouten afhangen van de positie van het onderdeel ten opzichte van maatcomponenten, kunnen sommige operators dit verwarrend vinden. Dit bericht helpt bij het verhelderen van enkele veelgestelde vragen die je hebt over parallellisme. Eerst definiëren we Parallelisme, dan bespreken we het coördinatenstelsel.
Definitie
Journal parallellisme is gebaseerd op de radiale metingen van de twee buitenste sneden van het dagboek. De berekening vergelijkt het Least Squares Center (LSC) van cut 3 met de LSC van cut 1 om de as van het specifieke journaal te bepalen en vergelijkt vervolgens deze journaalas met de referentie-as.  De referentie-as, of referentiepunt, is gebaseerd op de gemiddelde middelste componenten van de buitenste sneden (snede 1 en snede 3) van de referentiedagen. De referentie-as is doorgaans de eindjournalen of aangrenzende journalen, maar deze kan ook de maat-as of een opgegeven as zijn op basis van geselecteerde journalen. In sommige meetmodellen kan de referentie-as opnieuw worden gedefinieerd.
De referentie-as, of referentiepunt, is gebaseerd op de gemiddelde middelste componenten van de buitenste sneden (snede 1 en snede 3) van de referentiedagen. De referentie-as is doorgaans de eindjournalen of aangrenzende journalen, maar deze kan ook de maat-as of een opgegeven as zijn op basis van geselecteerde journalen. In sommige meetmodellen kan de referentie-as opnieuw worden gedefinieerd.
Het evenwijdig aan het dagboek kan worden beïnvloed door de breedte van het journaal of de afstand tussen de buitenste sneden. Het parallellisme wordt niet beïnvloed door de straal van het tijdschrift. Lineaire scangegevens kunnen worden geanalyseerd ten opzichte van een deelas om een alternatieve parallelliteitsberekening te verschaffen.
Uitvoeropties
Nadat het parallelle parallellisme is gemeten, kunt u de uitvoerfout op twee verschillende manieren bekijken: als absolute evenwijdigheidswaarden, inclusief de hoek waaronder deze optreedt, of als X- en Y-evenwijdigheidswaarden. De eerste methode geeft de vectorcomponent van het parallellisme; de tweede methode geeft de afzonderlijke componenten van het parallellisme.
Systeem van coördinaten
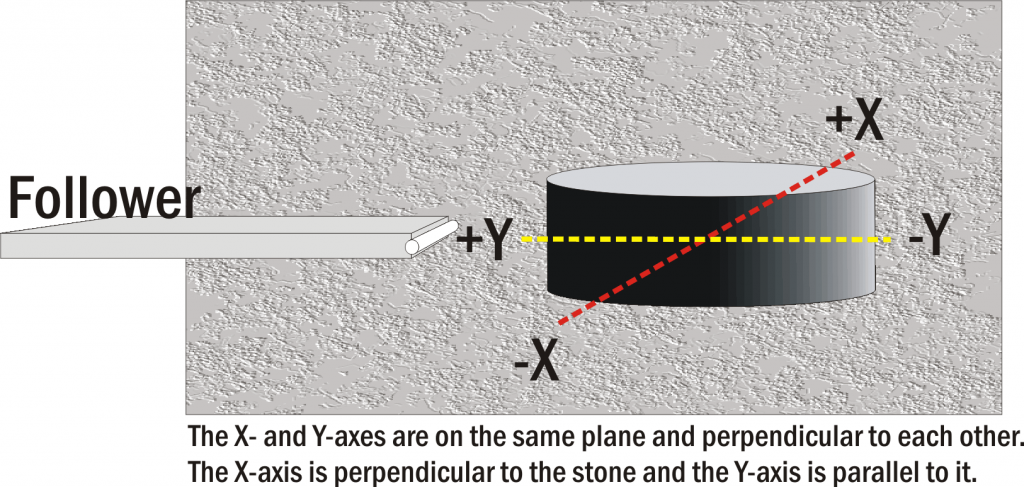
Adcole heeft het coördinatensysteem voor huidige softwareversies als volgt gespecificeerd: de y-as komt overeen met de volgbeweging terwijl deze zich uitstrekt en de x-as staat loodrecht op deze volgerbeweging.
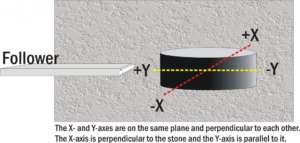 Bij het bekijken van de rotatieas beweegt positieve x van de rotatieas in de steen, positieve y beweegt van de rotatieas in de volger.
Bij het bekijken van de rotatieas beweegt positieve x van de rotatieas in de steen, positieve y beweegt van de rotatieas in de volger.
Het coördinatensysteem is hetzelfde wanneer een krukas wordt gemeten in een rotatie tegen de klok in of met de klok mee.
De oriëntatie van het onderdeel is met Main 1 aan het uiteinde van de kop en Main N aan het uiteinde van de losse kop.
omgekeerde delen
Hoewel omgekeerde delen fysiek verschillen in de manier waarop het coördinatensysteem wordt weergegeven, blijven uw uitvoergegevens consistent, ongeacht de oriëntatie van de onderdelen in de maatvoering. Omgekeerde delen worden gemeten in de tegengestelde draairichting, zoals wanneer het onderdeel in de maat met hoofd 1 aan de kop wordt geplaatst. De software houdt rekening met deze informatie bij het berekenen van parallelliteit en rapporteert identieke uitvoer.
Wees voorzichtig bij het meten van parallelliteit
Parallellisme kan worden beïnvloed door problemen met de deelcentra
Parallelheid kan worden beïnvloed door stuurprogrammavraagstukken
Als u vragen heeft over parallellisme of onze andere gemeten functies, neem dan contact op met Adcole op 1 800 858 5802 of Sales@adcole.com