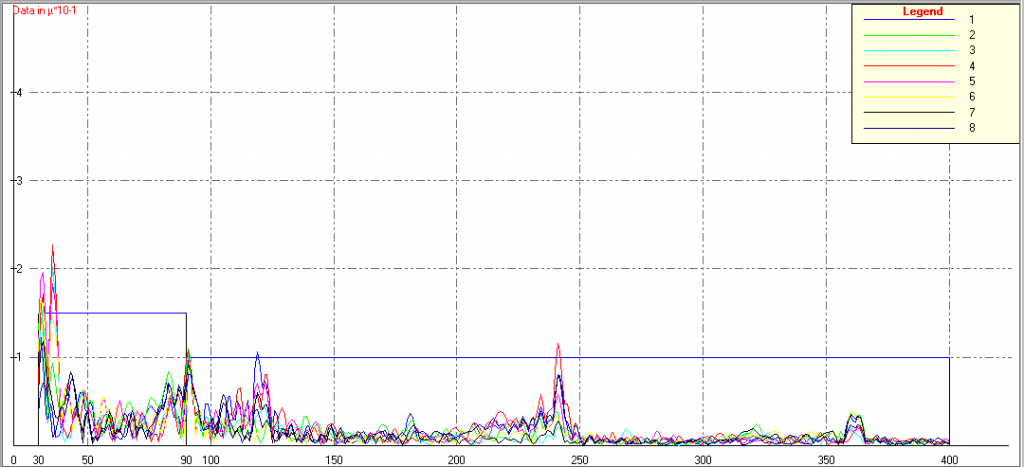
这是关于喋不休和说话之间关系的两部系列中的第一部。圆柱形零件的轮廓误差具有重复的起伏図案,据说它具有。Chatter或Lobing。这两个术语重叠并且经常互换使用,但标准或实践都没有明确定义。然而,通常,较低频率的波动称为波瓣,而较高频率的误差称为颤动。使用这种分类有两个问题。首先,两者都不表示用于从测量数据导出结果的计算。第二,两者都没有给出频率划分线,其中波瓣变得喋喋不休。因此,没有方法和频率的定义“波瓣”或“颤动”的规范不足。我们来看用于计算量具上这些参数的方法通过对数据集进行快速傅立叶变换(FFT)并将结果作为幅度与每转的出现次数(称UPR或次旋转的波)给出来試算,然而在完整部件上执行傅立叶换不切実际的,現代計算机可用性早于ロビング(事上,如果人想過这样做,)这个结果的话题变頻达的话题变奇,是动和个的损动的捞动的话題,也有这些的话题的话题的捍动的話题,也有许多实实現,这些实验,也有实現,也有个的话題变化的话话,还没没有的结果。Lobing定义为径向测量装置的角度扇区内的峰值到峰值圆度误差(从零件轮廓记录的数据,因为零件在量具中旋转)。它实际上是圆度数据的扇形切片。在一般实践中,5度的凸起“窗口”是选择用于凸起测量的最窄的。最宽的一般是45度。如果我们假设部件周围有正弦曲线图案,没有波形的其他误差,那么在45度窗口内发生的完整波长将代表8个波动。对于5度,我们将看到72个完全起伏。基于这些方法定义,理论上,FFT可用于检测任何频率(包括低频)的波动模式,计算波瓣的方法可以检测高频“颤振”的峰峰值(假设波瓣测量)包含全波长的颤振模式,并且模式在期刊周围是连续的。因此,似乎真正的问题是什么是喋喋不休,什么是波瓣,这取决于事件频率的划分线,至少是普遍接受的概念。还有其他专有的,客户特定的方法,但这些是使用的两种通用方法。然而,在现实世界中,轮或圆度的误差很少(如果的话)完美的正弦曲线,此因,每次测量,无论是投影还是聊天,都一个特的用例和优势,但是,由于每个语的目标都与另一个重叠,因此两個语经常被错误地,可换当一人交換个时会出再䉞的问题 - 让我们从另一个角 - 这个个时,这个场会的场的误场的场的误场的。功能的角度来看待这个问题,而不是将波瓣与喋不休视为相对频率的比较。换句话说,我们试道过波瓣或颤管理?..未完待续。请参阅我们即将发布的有关波瓣与颤及的优缺点的文章。